专注工业废气达标排放 大型工厂废气/粉尘处理工程
专注工业废气达标排放 大型工厂废气/粉尘处理工程
![废气处理设备(除尘设备)有机废气处理-[鑫蓝环保],11年高品质领导者](/UploadFiles/Others/20180826095328_53373.jpg "废气处理设备(除尘设备)有机废气处理-[鑫蓝环保],11年高品质领导者")
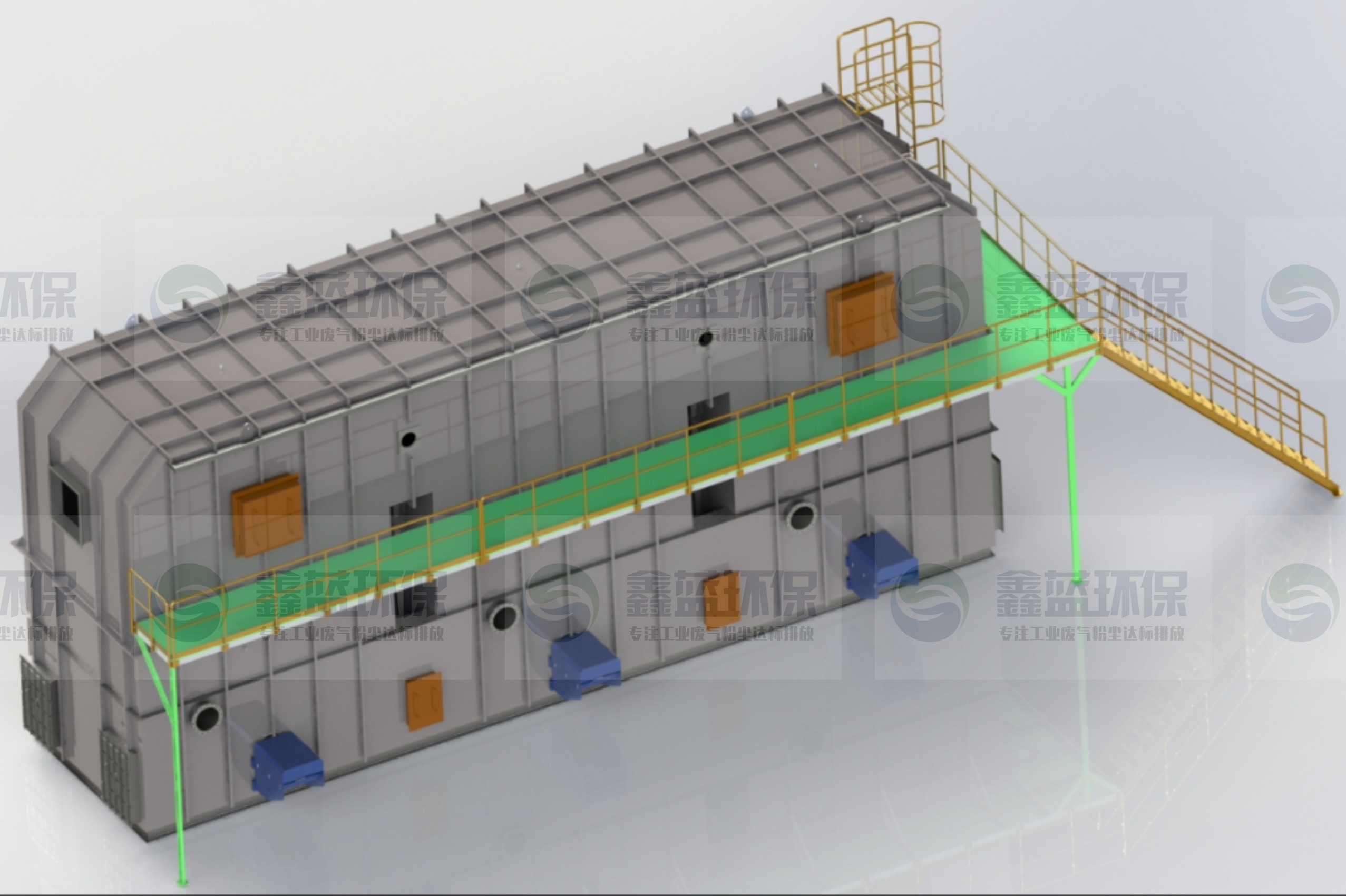
化工行业有机废气处理RTO(蓄热式热氧化炉)设备是一种高效、节能的挥发性有机物(VOCs)治理技术,广泛应用于石油化工、涂装、印刷、制药等领域。以下是关于RTO设备的详细解析:
一、RTO设备工作原理
RTO通过高温氧化分解有机废气中的VOCs,同时利用蓄热体回收热量,实现能源循环利用。其核心流程包括:
废气预热:有机废气进入蓄热室,通过陶瓷蓄热体吸收热量,温度升至接近氧化温度(约760-850℃)。
高温氧化:预热后的废气进入燃烧室,在高温下VOCs被氧化分解为CO?和H?O。
热量回收:净化后的高温气体通过另一蓄热室,将热量传递给蓄热体,自身温度降低后排放。
气流切换:通过切换阀定期改变气流方向,使两个蓄热室交替进行吸热和放热,保持高效热回收。
二、RTO设备优势
高净化效率:VOCs去除率可达95%~99%,适用于大风量、低浓度废气。
热回收率高:热效率可达95%以上,显著降低运行成本。
适应性强:可处理含多种VOCs的混合废气,且浓度波动适应性好。
安全性高:通过防爆设计、阻火器等装置降低火灾风险。
三、RTO设备类型
两室RTO:结构简单,但切换时会有少量未处理废气直接排放。
三室RTO:增加一个蓄热室用于吹扫,减少排放,效率更高。
旋转式RTO:通过旋转分配阀实现连续气流,热效率更高(可达98%以上),但结构复杂。
四、应用场景
化工行业:处理合成树脂、涂料、溶剂等生产过程中产生的VOCs。
涂装行业:汽车、家具等喷涂废气治理。
印刷行业:油墨挥发废气处理。
制药行业:溶剂回收及废气净化。
五、RTO设备选型要点
废气特性:浓度、成分、风量、温度等。
处理效率要求:根据环保标准(如GB31571-2015)选择。
运行成本:天然气消耗、电力消耗、维护费用等。
空间限制:设备体积较大,需考虑场地布局。
鑫蓝环保科技(昆山)有限公司多年来专注于有机废气处理设计、制造和安装。我们产品有RTO蓄热焚烧、RCO蓄热催化燃烧、CO催化燃烧、TO直燃炉、有机废气处理设备、冷凝回收、防爆除尘器、酸碱废气处理、滤筒除尘器、防爆除尘器、单机除尘器、仓顶除尘器、旋风除尘器、洗涤塔、活性炭吸附箱、静电除油设备等。
详情请拨打24小时技术服务热线:180-6841-2162
或访问鑫蓝环保官网:www.ksxinlan.cn
鑫蓝环保微信公众号:ksxinlan

![]()

鑫蓝环保科技(昆山)有限公司
服务热线:4008-616-212
电话:0512-55186759
E-mail:ycw26688@126.com
地址:昆山市千灯镇红星路20号



扫一扫
获取更多产品信息


