专注工业废气达标排放 大型工厂废气/粉尘处理工程
专注工业废气达标排放 大型工厂废气/粉尘处理工程
![废气处理设备(除尘设备)有机废气处理-[鑫蓝环保],11年高品质领导者](/UploadFiles/Others/20180826095328_53373.jpg "废气处理设备(除尘设备)有机废气处理-[鑫蓝环保],11年高品质领导者")
医药化工行业产生的腐蚀性废气及高浓度废气因成分复杂(含酸性/碱性气体、VOCs、氯代烃等)、腐蚀性强、浓度波动大,需结合预处理、中和、回收、氧化等多技术组合,并注重设备耐腐蚀性、安全性及经济性。以下是医药化工废气处理具体方案:

一、腐蚀性废气处理
腐蚀性废气主要含酸性(HCl、H2SO4、NOx)或碱性(NH3)气体,易腐蚀设备,需优先中和并选择耐腐蚀材质。
1.预处理与中和
喷淋吸收法:
酸性废气:用NaOH碱液喷淋,中和HCl、H2SO4等,pH控制在9-11。
碱性废气:用H2SO4或HCl酸液喷淋,中和NH3,pH控制在2-5。
设备材质:喷淋塔、管道、泵选用PP、玻璃钢(FRP)、PVDF、钛材等耐腐蚀材料;填料层用塑料球或陶瓷(需抗酸碱)。
多级喷淋:若废气含多种腐蚀性成分(如HCl+NH3),需分阶段中和,避免反应生成盐(如NH4Cl)堵塞管道。
2.深度处理
若废气含VOCs或有机溶剂(如醇、酯、氯代烃),需结合氧化技术:
光催化氧化:TiO2催化下,UV光分解VOCs为CO2和H2O,适合低浓度有机废气(但需先中和酸性气体,避免腐蚀催化剂)。
活性炭吸附:中低浓度VOCs可用蜂窝活性炭吸附(需定期再生或更换,成本较高),但酸性气体需先中和,否则会腐蚀活性炭或降低吸附效率。
二、高浓度废气处理
高浓度废气指VOCs浓度高(通常>1000ppm),需考虑安全(防爆)、回收价值及处理效率。
1.回收技术(优先)
冷凝法:通过降温或加压,使高沸点VOCs(如氯仿、苯、甲苯)冷凝回收,适用于浓度高、沸点高的有机废气。
优点:可回收有机物,降低后续处理负荷;
缺点:对低沸点物质(如丙酮)效果差,需结合其他技术。
吸附-解析:活性炭/分子筛吸附后,蒸汽或氮气解析,回收有机物(适用于高价值溶剂,如制药中间体)。
2.氧化技术(深度处理)
蓄热式热氧化(RTO):
原理:850-950℃高温氧化VOCs为CO2和H2O,热效率>95%(余热可回收用于预热废气)。
适用场景:高浓度(>3000ppm)、大风量废气,处理效率>99%。
关键点:
酸性气体需先中和(喷淋塔),避免腐蚀RTO蓄热体(陶瓷或金属材质);
含氯/硫VOCs需二次处理(如碱液喷淋),防止生成HCl/SO2;
设备需防爆设计(电气、管道接地,避免静电)。
催化燃烧(RCO):
原理:贵金属催化剂(Pt、Pd)降低反应温度(250-400℃),氧化VOCs。
适用场景:中高浓度(500-5000ppm)、无硫/氯废气(催化剂易中毒)。
优点:能耗低于RTO,无明火更安全;
缺点:催化剂成本高,需定期更换(含氯/硫废气禁用)。
3.组合工艺
高浓度+腐蚀性废气推荐“冷凝回收+RTO氧化”或“喷淋中和+活性炭吸附”:
冷凝回收高沸点有机物后,低浓度废气进RTO;
酸性气体先喷淋中和,再冷凝回收有机物,剩余低浓度用活性炭吸附或光催化。
三、关键设备与材质选择
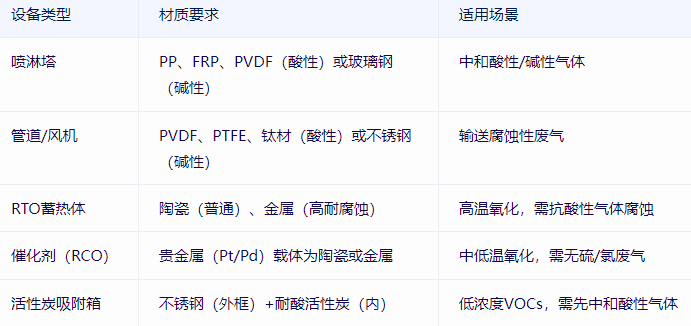
四、安全与合规要求
防爆设计:
泄漏检测:
排放标准:
执行《制药工业大气污染物排放标准》(GB37823)或地方标准(如江苏DB32/3560),重点控制苯系物、氯代烃、NH3等特征污染物。
总结
医药化工腐蚀性废气及高浓度废气需“预处理(除尘/除雾)+中和(喷淋)+回收(冷凝)+氧化(RTO/RCO)+吸附(活性炭)”组合工艺,优先回收高价值有机物,再通过氧化确保达标,设备材质需耐酸碱,安全措施(防爆、泄漏检测)必到位,最终实现“资源化+达标排放”。
鑫蓝环保科技(昆山)有限公司多年来专注于医药化工废气处理设计、制造和安装。我们产品有RTO蓄热焚烧、RCO蓄热催化燃烧、CO催化燃烧、TO直燃炉、有机废气处理设备、冷凝回收、防爆除尘器、酸碱废气处理、滤筒除尘器、防爆除尘器、单机除尘器、仓顶除尘器、旋风除尘器、洗涤塔、活性炭吸附箱、静电除油设备等。
详情请拨打24小时技术服务热线:180-6841-2162
或访问鑫蓝环保官网:www.ksxinlan.cn
鑫蓝环保微信公众号:ksxinlan

![]()

鑫蓝环保科技(昆山)有限公司
服务热线:4008-616-212
电话:0512-55186759
E-mail:ycw26688@126.com
地址:昆山市千灯镇红星路20号



扫一扫
获取更多产品信息


